











 |
 |
 |
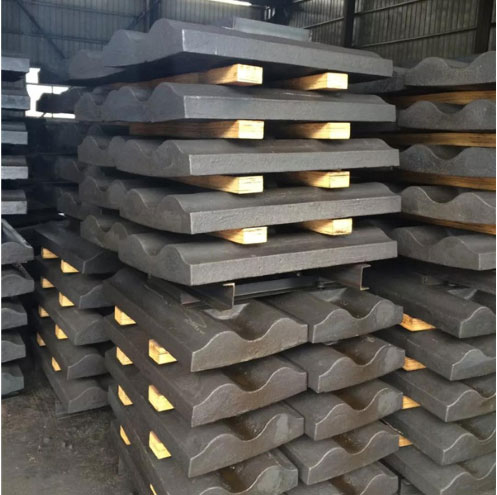
| 1.Material simulation of pearlite mill liner-1 | 2.Material simulation of pearlite mill liner-2 | 3.Material simulation of pearlite mill liner-3 |
 |
 |
 |
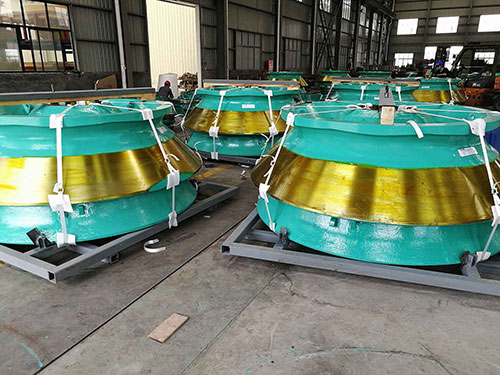
| 4.Special Tool for Heat Treatment of Mill Liners-1 | 5.Special Tool for Heat Treatment of Mill Liners-2 | 6.Special Tool for Heat Treatment of Mill Liners-3 |
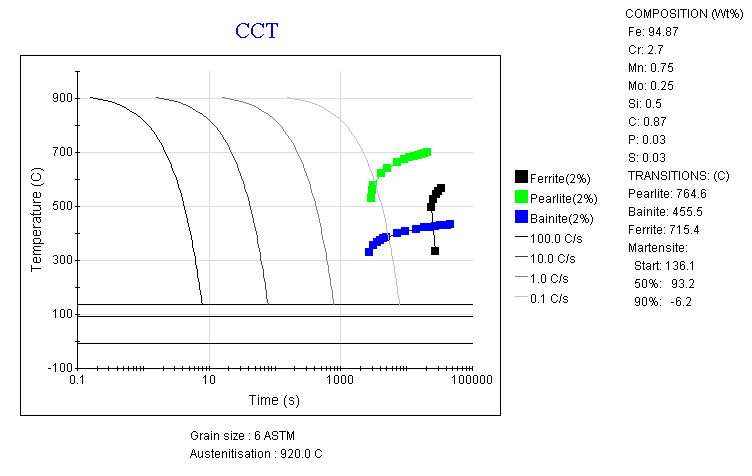
Mill liners is completely austenitized by heating in the heat treatment furnace and then the ideal issue of pearlite and carbide with uniform structure can be achieved by controlling the cooling rate so as to obtain superior strength and toughness, thus leading to superior wear resistance and impact resistance of mill liners.
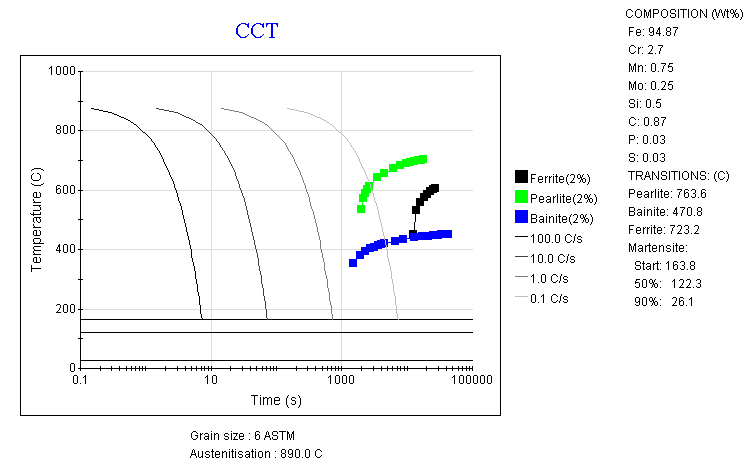
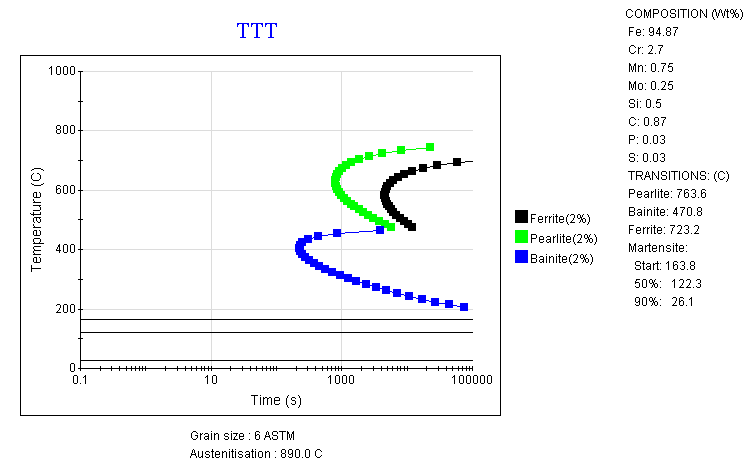
The temperature of fully austenitized pearlitic CrMo Alloy steel liner is determined to be 890℃-920℃
◆Normalizing + tempering process is adopted. Air blowing or water mist coolingis taken as an normalizing cooling method.
The starting temperature of pearlite transformation is 764.6℃ while the ending temperature is 520℃. According to calculation and production experience, heat treatment process is mapped out reasonably and heat treatment process curve is drawn accurately.
◆ Determining the complete austenite heating temperature used in heat treatment process of lining plates and the soaking time at full austenite temperature.
◆ Prevent grain growth during heating and holding;
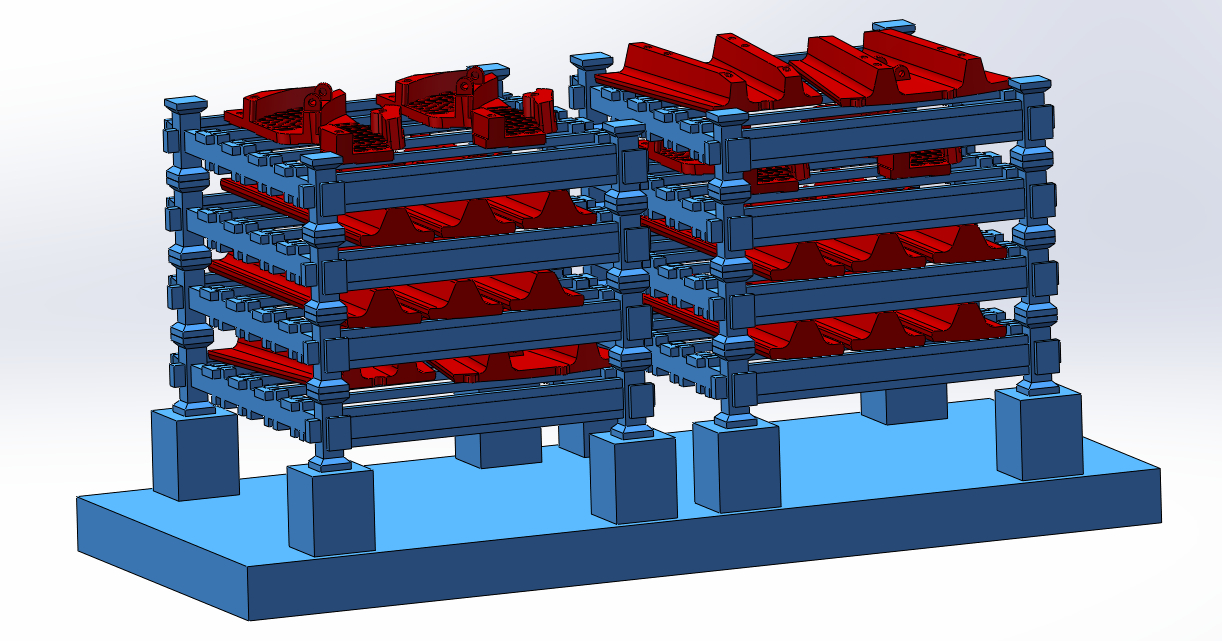
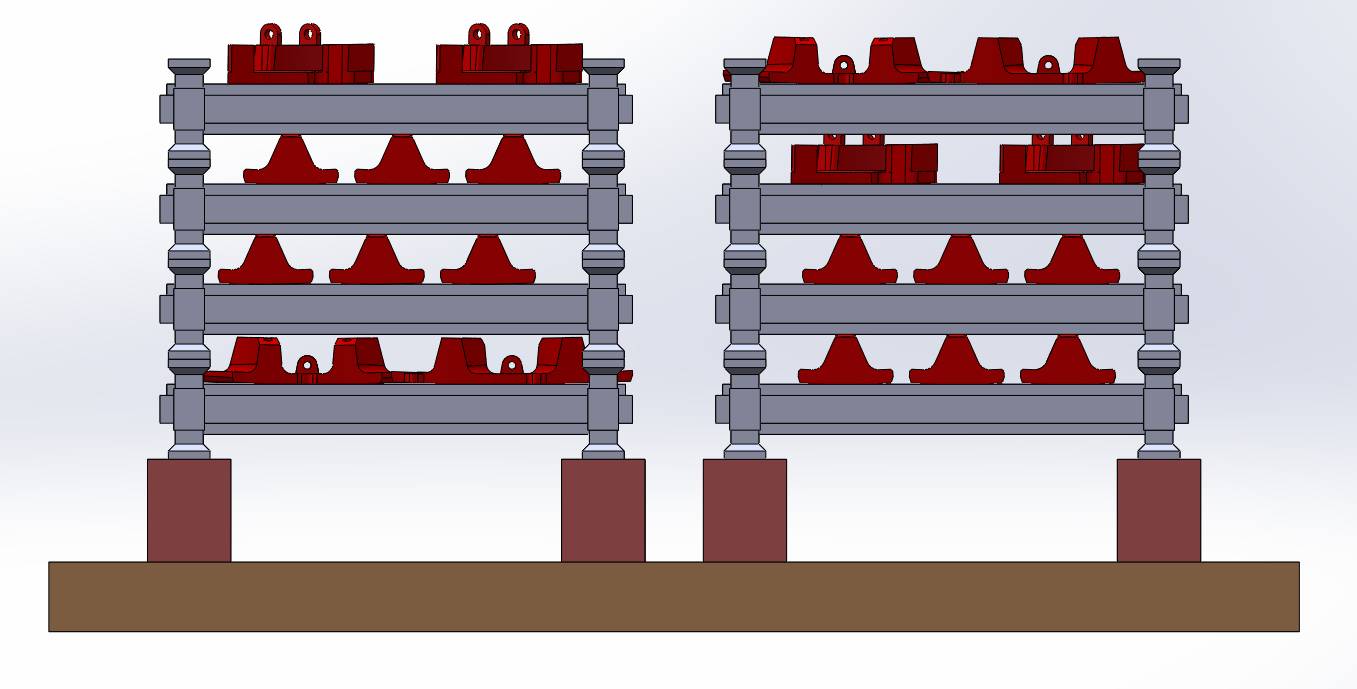
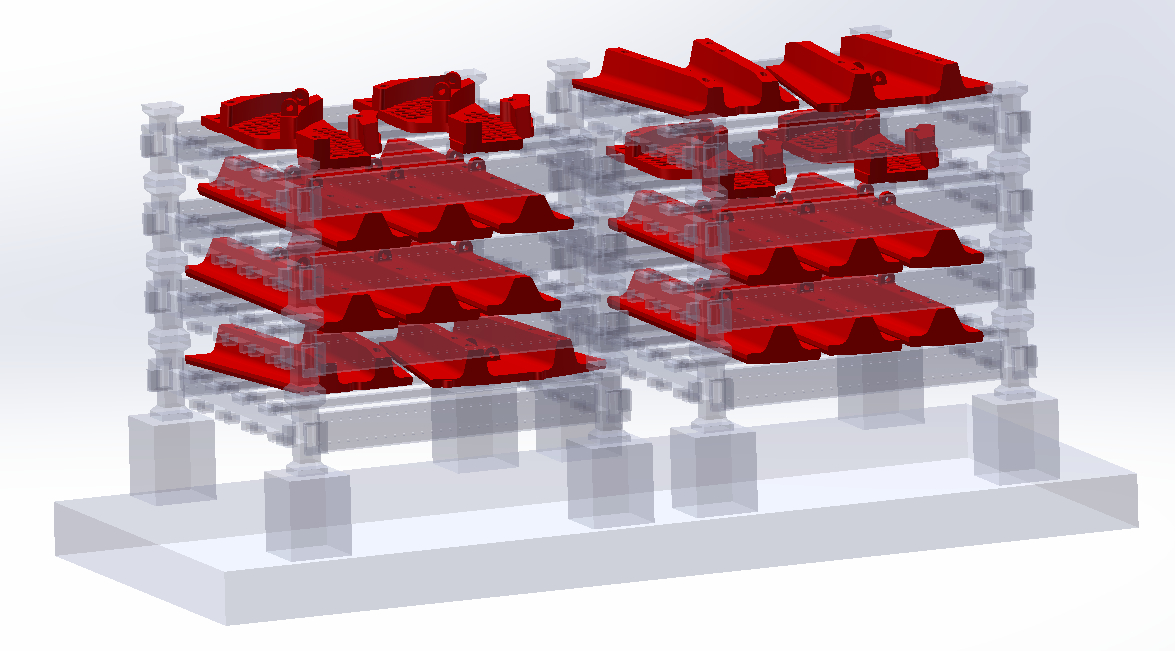
◆ Ensure that all parts of the liners and liners in the same furnace are cooled uniformly so as to achieve uniformity of the microstructure of each part of the liners and each liners.
◆ Prevent deformation of mill liners during heat treatment.
◆ According to the technological requirements, single-Kiel blocks are adopted as testing samples and heat treated with furnace and liner. Meanwhile, the detection of composition and properties of the samples are beneficial to the accurate evaluation of liner.
◆ In light of the hardness value and impact toughness required by techniques, the parameters of heat treatment process are determined and the casting number and hardness testing point of each liner are ensured to be accurate and complete.
◆ The heat treatment furnace shall be inspected regularly to ensure that the heat treatment furnace is heated evenly and the temperature difference is within the allowable range.
◆ When the liners is loaded into the furnace, the support pad should be stable, and a certain distance between the upper and lower liners and the left and right liners should be ensured uniform heating and cooling processes on all the liners surfaces and inside furnaces.
◆ Enter the process curve correctly into the computer. Before starting to execute the process curve, confirm the execution of the input and the consistency of the curve with the requirements by re-comparing the process curves to ensure that no error exists.
