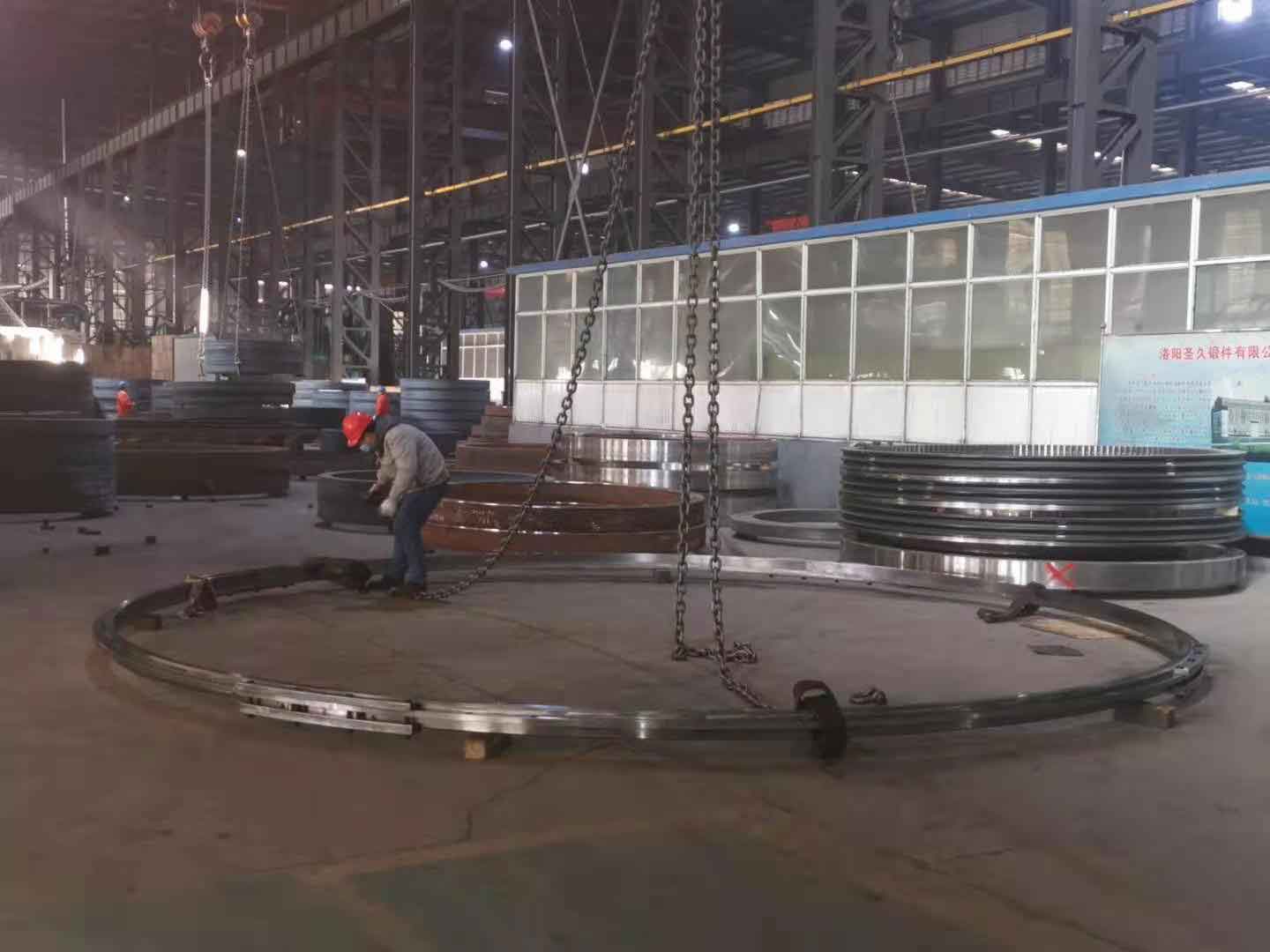
The ring forgings of wind power provided by our company for Australia have been manufactured and the final inspection will be carried out on December 5. The overall manufacturing process of the forging includes: forging blank, rough machining, quenching and tempering heat treatment, drilling, surface induction hardening, finishing, bevel cutting, bolt reinforcement and connection. The circular forging is divided into 4 parts on average. The middle of the joint surface of each oblique cut is connected with 30 × 120 pins, and fixed with the upper and lower pressing plates with 4 bolts. 72 Φ 26mm round holes are distributed on the outer circle step. The hardness of induction hardening is HRC55 ± 5 and the thickness of hardened layer is more than 4.5mm. For this reason, we carried out MT testing on forgings to prevent cracks during induction hardening. After testing, the hardness was hrc57.1-63.6, and the thickness was detected by Kobelco sh-67 quench layer thickness gauge in Kobe, Japan, with the size of 4.6-8.3mm, which met the technical requirements. According to the comprehensive evaluation, the dimensions, materials, properties and NDT of the two ring forgings with outer diameter of 6370mm have met the requirements and can be delivered in a few days.